坡口焊
2022-07-04 16:06:17 百科资料
坡口焊是用通常的焊接装置进行的,这种装置包括支承一电极(5)和一第一圆形气杯(21)以及一第二矩形气杯(25)的焊炬座,第一气杯(21)沿电极(5)引导第一保护气体流(P),而第二气杯可拆卸地与第一气杯同轴安装并围绕第一保护气体流(P)引导一更大的第二保护气体流(S)。
- 中文名称 坡口焊
- 实质 焊接方式
- 装置 支承一电极
- 注意事项 坡口面应平顺,
基本信息
坡口焊是用通常的焊接装置进行的,这种装置包括支承一电极(5)和一第一圆形气杯(21)以及一第二矩形气杯(25)的焊炬座,第一气杯(21)沿电极(5)引导第一保护气体流(P),而第二气杯可拆卸地与第一气杯同轴安装并围绕第一保护气体流(P)引导一更大的第二保护气体流(S)。这样产生的较宽的保护气体层流层能有效地保护深的窄坡口焊缝并且其稳定性足以完成焊缝帽。
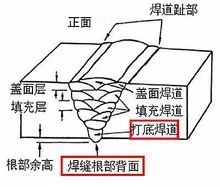
 坡口焊截面形式
坡口焊截面形式 注意事项
坡口焊施工前在焊接钢筋端部切口形成坡口。坡口面应平顺,切口边缘不得有裂纹、钝边和缺棱。坡口平焊时,坡口角度宜为55°~65°;坡口立焊时,坡口角度宜为40°~55°,其中,下钢筋宜为0°~10°,上钢筋宜为35°~45°。钢筋根部间隙,坡口平焊时宜为4~6mm:立焊时,宜为3~5mm。其最大间隙均不宜超过10mm。钢垫板厚度宜为4~6mm,长度宜为40~60mm。坡口平焊时,垫板宽度应为钢筋直径加10mm,立焊时,垫板宽度宜等于钢筋直径。
声明:此文信息来源于网络,登载此文只为提供信息参考,并不用于任何商业目的。如有侵权,请及时联系我们:baisebaisebaise@yeah.net